
男孩学数控好还是汽修好 成人数控技术培训班
一、就业前景比较 在选择成人数控技术培训班时,考虑到将来的就业前景是至关重要的。在这个方面,男孩学数控和学汽修都有各自的优势。数控技术是当今制造业中不可或缺的一环,对于精密零...

数控车床好学吗;cnc培训班大概多少钱
一、行业前景分析 随着工业化和数字化的发展,数控技术在制造业中的应用越来越广泛。数控车床作为数控技术的代表之一,在金属加工、零部件制造等领域发挥着重要作用。学习数控车床操作已...

长虹等离子电视有哪些优缺点
在平板电视发展的历程中,等离子技术曾以卓越的画质表现成为高端市场的宠儿。长虹作为国内最早布局等离子技术的品牌,在2000年代初推出多款产品,试图以国产化优势打破外资垄断。随着市场...
如何选择适合的等离子切割喷嘴以优化切割质量
等离子切割技术的核心在于通过高温电弧熔化金属,而喷嘴作为能量传递的“咽喉”,其选择直接决定了切割效率与精度。据统计,超过60%的切割质量缺陷源于喷嘴参数不当,这既包括材质、孔径...

如何进行等离子切割的焊缝检测
等离子切割的焊缝检测通常涉及对切割质量的评估,虽然直接的焊缝检测更多关联于焊接过程后的检查,但等离子切割的边缘质量直接影响后续焊接的性能。基于现有信息,虽然没有直接描述等离...

等离子切割机的切割样品如何选择
选择等离子切割机的切割样品时,需要综合考虑多个因素,以确保所选样品能够真实反映设备的切割能力和性能。以下是选择切割样品时应考虑的关键点: 1. 材料类型和厚度 :切割样品的材料类...

数控机械专业是什么—数控专业属于哪一类
在当今科技迅猛发展的时代,数控机械专业作为一个备受瞩目的领域,吸引着越来越多的学子。对于许多人来说,数控机械专业究竟是什么,又属于哪一类专业可能还存在一些疑问。接下来,我们...
数控实训总结、数控实训报告心得体会
数控实训是培养学生实际操作技能的关键环节,通过实际动手操作,不仅使学生更好地掌握专业知识,还培养了解决实际问题的能力。在这次数控实训中,我深感受益匪浅,通过总结和报告,希望...

手工打磨去除等离子切割毛刺的常用工具有哪些
在金属加工领域,等离子切割技术以其高效精准的特点广受青睐,但切割后形成的毛刺问题始终困扰着操作人员。手工打磨作为后处理工序中的关键环节,工具选择直接影响着工件表面质量和加工...

如何选择适合的切割气体
选择适合的切割气体主要取决于您要切割的材料类型、所需的切割质量、切割速度以及成本效益。以下是根据不同气体特性和适用场景的指导原则: 1. 氧气: 适用材料:主要用于碳钢切割,因为...
不同功率等离子切割机的电气连接有何差异
随着工业制造对切割精度和效率要求的不断提升,等离子切割机逐渐成为金属加工领域的核心设备。其电气连接作为设备运行的基础,直接决定了切割性能与安全性。不同功率等级的等离子切割机...

如何正确维护和清洁等离子切割机割炬
等离子切割机作为现代工业中高效的金属加工设备,其割炬的维护与清洁直接关系着切割效率与设备寿命。高温等离子弧的稳定性、切割面的光洁度及易损件的耐久性,均依赖于操作者对割炬的精...
数控车g76指令的用法、G76编程实例及解释
数控车床是现代制造业中常见的设备,而G76指令则是数控车床编程中的一个重要命令。本文将从G76指令的用法、编程实例及解释等方面展开详细阐述,以帮助读者更好地理解和应用这一关键指令。...
数控等离子切割后毛刺处理的注意事项
1. 控制切割参数 : 电源功率和等离子弧压缩 :确保电源功率足够,以保证熔化金属具有良好的流动性,避免因熔化金属温度低而流动性差导致毛刺形成。 气体流量和切割速度 :选择合适的气体...
初学普通车床怎么对刀 数控车床对刀诀窍
在初学普通车床和数控车床的过程中,对刀是一个关键环节。对刀的准确与否直接影响到后续加工过程的精度和质量。本文将从对刀的概念、方法和对刀诀窍三个方面进行详细阐述,帮助初学者更...
法那科cnc自动对刀程序;法兰克数控车床对刀
法那科 CNC 自动对刀程序 在当今的制造业中,数控机床已成为重要的加工设备。其中,法那科 CNC 自动对刀程序;法兰克数控车床对刀技术以其独特的优势,受到了广泛的关注和应用。本文将从多...

等离子切割机未来发展趋势和技术创新方向有哪些
在金属加工领域,等离子切割技术凭借其高效、精准的特性,已成为制造业转型升级的重要支撑。随着全球工业4.0的推进和新兴材料的涌现,等离子切割机正经历从传统工具向智能化、集成化设备...

数控技术名词解释,简述数控的概念
随着科技的迅猛发展,数控技术在制造业等领域逐渐崭露头角。本文将深入解释数控技术的相关名词,并简述数控的概念,以便读者更全面地理解这一先进技术的本质和应用。 一、数控技术名词解...
诗歌写作疗法中隐喻表达如何切割负面能量的依附
在人类漫长的精神探索中,诗歌始终是灵魂的避难所。当语言难以直面的情感与创伤被隐喻包裹,那些被压抑的负面能量便有了切割与转化的可能。诗人里尔克曾说“诗歌是经验”,而在现代心理...
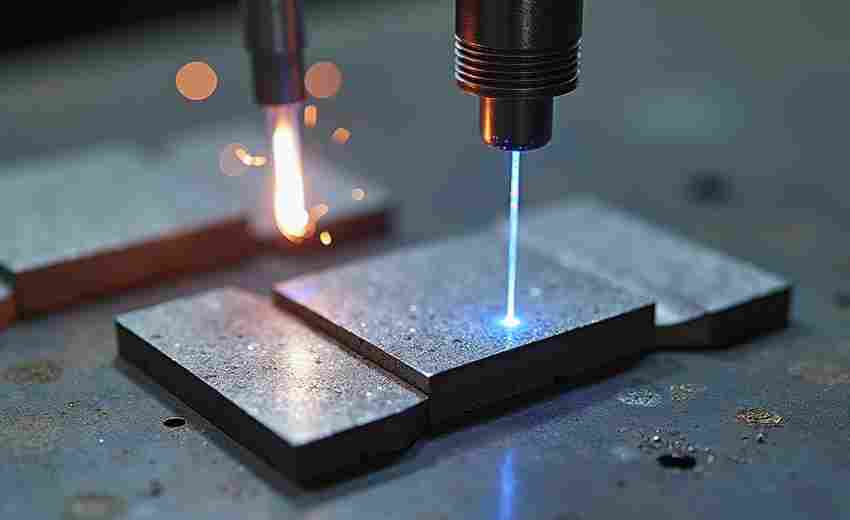
哪种切割方式精度更高:等离子还是氧气切割
在工业制造领域,金属切割工艺的精度直接影响着产品质量与生产效率。等离子切割与氧气切割作为两种主流技术,长期被置于对比的焦点。两种工艺在热源性质、切割机制及适用范围上的差异,...