

相对平均偏差能否用于小样本数据的分析
相对平均偏差(Mean Relative Deviation, MRD)是一种衡量数据分散程度的统计量,它表示数据点与平均值之间的相对差异的平均值。相对平均偏差可以用于小样本数据的分析,但在使用时需要注意一些问...

快捷指令能否帮助监控应用的电量消耗
快捷指令本身并不直接提供监控应用电量消耗的功能。快捷指令主要用于自动化iOS和iPadOS设备上的任务,通过创建包含多个步骤的快捷指令来简化日常操作。对于监控应用电量消耗的需求,可以通...

微博关注光大银行官方账号能否查询提额信息
信用卡提额向来是持卡人关注的核心需求之一。随着社交平台成为金融机构服务的重要窗口,光大银行官方微博是否具备信用卡额度查询功能引发广泛讨论。作为拥有千万级粉丝的金融机构账号,...

摩尔庄园钢琴彩蛋能否重复触发
根据现有资料,没有明确的信息表明摩尔庄园手游中的钢琴彩蛋是否可以重复触发。从其他游戏彩蛋的触发机制来看,例如第五人格中的奇遇彩蛋,一旦触发后在短期内将不会再次触发。推测摩尔...

孩子是否能从食物中获得足够的蛋白质
孩子能否从食物中获得足够的蛋白质取决于他们的饮食习惯和营养摄入情况。蛋白质是儿童生长发育的重要营养素,对骨骼、肌肉、免疫系统和整体健康至关重要。 在大多数情况下,孩子可以通过...

治疗寻麻疹的过程中,能否进行运动
在治疗荨麻疹的过程中,能否进行运动取决于患者的具体病情。如果荨麻疹处于急性发作期,不建议进行运动;而如果病情已经得到有效控制或处于稳定期,则可以适当进行一些轻度的运动。 荨麻...

五一假期能否通过ETC享受免费通行
五一假期可以通过ETC享受免费通行 。具体政策如下: 1. 免费时间 :根据国务院办公厅假期安排以及《重大节假日免收小型客车通行费实施方案》,2024年五一假期高速免费通行时段为5月1日0时至...
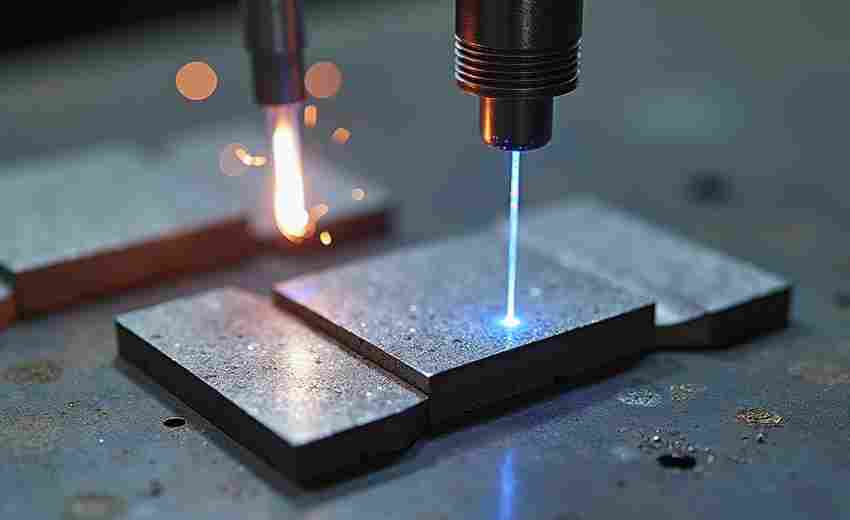
数控等离子切割后毛刺处理的注意事项
1. 控制切割参数 : 电源功率和等离子弧压缩 :确保电源功率足够,以保证熔化金属具有良好的流动性,避免因熔化金属温度低而流动性差导致毛刺形成。 气体流量和切割速度 :选择合适的气体...

辅助圆球能否改善多任务处理中的认知负荷
辅助圆球(如手机悬浮球)在一定程度上可以帮助改善多任务处理中的认知负荷。以下是具体的解释: 1. 辅助圆球的功能与多任务处理: 辅助圆球,特别是手机悬浮球,设计用于提高用户操作效...

孕期能否预防咖啡色胎记的遗传医学建议汇总
咖啡色胎记是新生儿皮肤表面常见的色素沉着现象,其形成机制涉及胚胎发育期黑色素细胞的异常分布。随着基因检测技术的突破性进展,医学界发现部分胎记类型与特定基因突变存在关联性。这...

定损后,赔偿款能否直接支付给维修厂
定损后,赔偿款能否直接支付给维修厂,主要取决于具体情况和保险合同的相关约定。以下是几种可能的情况: 1. 直接支付给被保险人(车主): 在大多数情况下,保险公司会将定损后的赔偿款...
拔除智齿能否缓解颌关节不适
清晨的牙科诊室里,28岁的林晨第三次因为右侧耳前疼痛就诊。CT影像显示他的下颌智齿以45度角挤压着邻牙,而颞下颌关节盘的位置也出现了轻微偏移。这种智齿生长异常与颞下颌关节紊乱症(...

一个手机号能否同时绑定多个健康码
健康码作为疫情防控的重要工具,其背后关联的个人信息绑定机制始终是公众关注的焦点。当家庭成员共享手机号或跨境旅行者需要多地申报时,人们发现一个手机号能否绑定多个健康码直接影响...

多场景消费能否加速花呗额度增长
近年来,随着移动支付渗透率突破86%,花呗作为消费金融工具已成为3亿用户的生活标配。当用户发现每月稳定消费却难获额度提升时,有人提出通过餐饮、旅行、教育等多场景消费来加速提额。这...

单位未缴社保员工能否单方面解除劳动合同
社会保险缴纳是用人单位与劳动者建立劳动关系后的核心义务之一。现实中,部分企业为降低用工成本,存在未依法为员工缴纳社保的情形。当劳动者遭遇此类权益侵害时,能否通过单方解除劳动...

手机连接键盘能否提高工作效率
1. 提升输入效率 :多篇文章提到,通过连接外部键盘,用户可以避免使用虚拟键盘带来的输入不便,从而提高打字速度和准确性。例如,罗技K380蓝牙办公键盘被广泛推荐用于移动办公,其小巧的...

宝宝打呼噜能自行缓解吗
宝宝打呼噜能否自行缓解,取决于打呼噜的原因和严重程度。 如果打呼噜是由于生理性因素造成的,如睡姿不当、身体肥胖、过度劳累或急性上呼吸道感染等,那么随着生活习惯的调整、体重的减...

购房者能否要求更换户型
购房者能否要求更换户型,主要取决于购房的具体阶段和与开发商的协商结果 。 在购买房屋的过程中,如果购房者仅支付了首次购买款项,尚未正式签署买卖合同,或者虽然缴纳了定金但尚未确...

系统恢复能否解决开机缓慢的问题
系统恢复在某些情况下可以解决开机缓慢的问题。当开机慢是由于系统文件损坏、软件冲突、病毒感染或某些设置不当引起的,使用Windows 10的系统恢复功能可以将系统还原到一个之前正常运行的状...

TCL手柄连接手机后,能否自定义按钮功能
TCL手柄连接手机后,是否能自定义按钮功能取决于具体的手柄型号和手机的操作系统。 1. 安卓设备 :在安卓设备上,通常可以通过一些第三方应用来实现手柄的自定义按键功能。例如,KeyLinker应...