
地瓜盆景的制作方法
亲爱的朋友们,今天我来和大家分享一个超级有趣且简单的园艺小妙招,关于如何制作一盆独特的番薯盆景。如果你对园艺有着浓厚的兴趣,或者想要为家中增添一抹别致的自然风景,那就跟我一...

如何通过漏斗制作自动化熔炉
制作自动化熔炉主要利用了《我的世界》中漏斗与熔炉的交互特性。以下是一个基本的自动化熔炉设置步骤,适合游戏中的生存模式或创造模式: 1. 基础设置: 放置一个熔炉在地面上。 在熔炉的...

2020新年贺卡手工视频—儿童新年贺卡制作方法
在我们的日常谈话中,有时会听到光年和年这两个词汇,它们在语境中的使用可能会引起一些混淆。光年和年究竟有何区别,它们是否一样?本文将深入探讨这两个概念之间的异同,剖析它们在天...

电子掩码尺寸与光刻工艺性能的关联性有哪些
在半导体制造的核心环节中,光刻技术如同精密的画笔,将纳米级的电路图案复刻至硅片表面。这一过程的成败,高度依赖于电子掩模(光掩模)的尺寸精度与设计优化。随着制程节点向3nm及以下...

如何用石榴籽制作甜点
1. 石榴蛋糕 :将石榴籽撒在蛋糕上,可以增加蛋糕的酸甜口感和视觉吸引力。例如,可以将石榴籽撒在戚风蛋糕片上,再涂抹一层芝士奶油,然后层层叠加,最后装饰上更多的石榴籽和薄荷叶。...
制作槐花饺子馅的整个流程耗时多久
春日里,槐花的香气总能在厨房中转化为一道独特的美味。制作槐花饺子馅的过程看似简单,却需要细致对待每一个环节。从采摘到调味,每一步都影响着最终的口感与耗时。有人偏爱鲜嫩的花苞...
制作气球花朵时有哪些常见错误需避免
制作气球花朵看似简单,实则暗藏玄机。从充气手法到造型组合,每个细节都可能影响最终的美观与稳固。不少手工爱好者初次尝试时,常因忽略关键技巧导致作品松散、变形甚至破损。掌握正确...
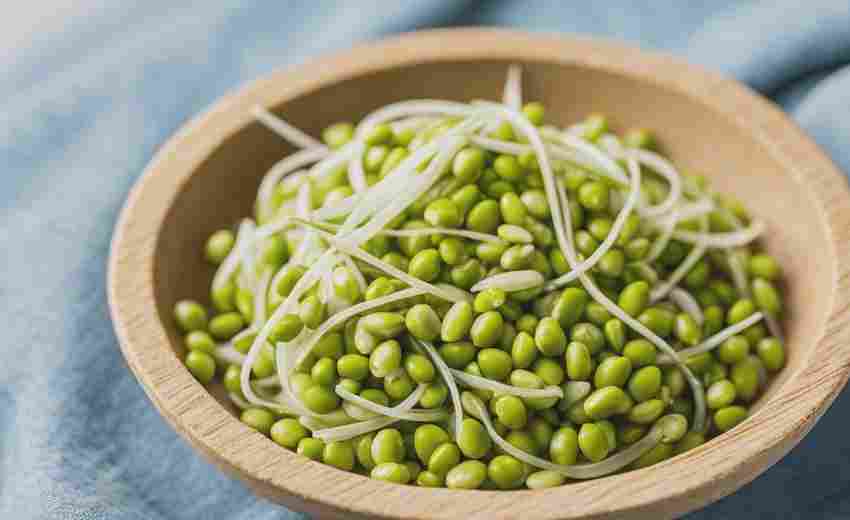
如何利用绿豆芽制作沙拉
制作绿豆芽沙拉,可以参照以下步骤进行: 需要准备以下基本食材:绿豆芽200克,以及根据个人口味选择的配料,如胡萝卜丝、黄瓜丝、海藻丝、火腿片丝等。还可以准备一些常用的调味料,如酱...

弯头材质对管道的重量有何影响
弯头的材质对管道的重量有显著影响。不同材质的弯头由于密度和制造工艺的不同,其重量会有所差异。 1. 材质密度的影响 :不同材质的密度不同,直接影响弯头的重量。例如,不锈钢的密度为...
制作夫妻肺片酸菜时需注意哪些常见问题
麻辣鲜香的夫妻肺片作为川菜经典,其制作工艺融合了食材处理、火候掌控与调料配比的精髓。从牛杂的卤制到红油的炼制,每一环节的细微偏差都可能影响成菜的色泽与口感。尤其面对复杂的工...

制作电子相册集时如何添加音乐和模板
光影流转的电子相册早已突破传统相册的静态呈现,动态化与沉浸感成为当代用户的核心需求。数据显示,2023年全球电子相册用户中,83%会主动添加背景音乐,76%倾向于使用专业模板提升视觉效果...

制作父亲节画时如何合理运用文字
制作父亲节画作时,合理运用文字可以极大地增强作品的情感表达和个性化色彩。以下是一些建议,帮助你在画作中巧妙地融入文字元素: 1. 选择恰当的话语: 挑选一句能够深刻表达你对父亲感...

弯头的安装角度如何选择
弯头度数的选择,即弯头在水平方向上的旋转角度,是安装弯头时的重要考虑因素。以下是一些选择弯头安装角度的关键要点: 1. 根据管道走向选择 : 如果管道需要变向的角度较小,可以选择...
制作泡椒凤爪时泡椒的品牌如何选择
在川渝地区流传着这样一句话:“泡椒凤爪的魂,全在那一坛泡椒里。”作为这道经典小吃的灵魂原料,泡椒的品质直接决定了凤爪的酸辣层次与味觉记忆。从街边小摊到工业化生产,不同品牌的...
路径描边在奶油字形制作中有哪些技巧
在当代视觉设计中,奶油字形因其柔和的轮廓与立体的质感,成为烘焙包装、节日贺卡等场景的热门元素。这种风格强调边缘的自然流动感与材质的光泽表现,而路径描边技术恰能通过精确控制线...

如何安全制作生命之泉模拟品的详细步骤
在探索自然与科学的交汇领域,生命之泉模拟品的制备始终是研究者关注的热点。这类模拟品需通过精确的化学配比与生物相容性设计,还原天然生命之泉中矿物质与有机物的动态平衡。日本京都...

弯头腐蚀的常见表现形式有哪些
1. 壁厚减薄和局部凹坑 :弯头在腐蚀过程中,通常会导致管壁变薄,并出现局部的凹坑和麻点。这些凹坑和麻点是由于腐蚀产物的积累和腐蚀介质的侵蚀作用导致的。 2. 冲刷腐蚀 :在多相流介质...

怎样制作幼儿手工葫芦扇
小朋友们,大家好!今天我们来一起动手制作有趣的葫芦扇,这可是个超好玩的幼儿手工哦!你们准备好卡纸了吗?跟我一起动动脑筋,动动手,来开启我们的手工时间吧! 我们拿出一块卡纸,然...

粽子折纸的制作方法简单(粽子折纸教程视频)
折纸,作为一种富有趣味性和创造性的手工艺,一直以来都备受人们喜爱。而今天,我们将要介绍的是一种特别有趣、又富有中国传统文化特色的折纸——粽子折纸。通过观看粽子折纸教程视频,...

如何制作素食凉皮
材料准备 基础面团:通常使用600克面粉,加入350克常温饮用水,搅拌成絮状后揉成团,放置十分钟醒发。 洗面:准备一大盆水,开始洗面团,直到水变得半透明,剩下的固体即是面筋。 粉浆:将...