
快速掌握Photoshop变形工具快捷键提升透视调整效率
在平面设计与图像处理领域,透视调整的效率直接影响作品的专业度与视觉冲击力。Adobe Photoshop的变形工具集隐藏着丰富的快捷键组合,掌握这些技巧不仅能突破操作瓶颈,更能将设计师的创意效...

侧睡是否会导致双眼皮变形或消失
双眼皮手术作为常见的医美项目,术后护理直接影响最终效果。关于侧睡是否会导致双眼皮变形或消失的讨论,医学界存在不同观点。有人担心压迫影响形态,也有研究认为合理睡姿无需过度担忧...

变形金刚1国语普通话在线、变形金刚1超清国语版免费
变形金刚1是一部家喻户晓的经典电影,而如何在线观看国语普通话版并享受超清画质成为广大影迷关心的问题。本文将探讨变形金刚1国语普通话在线观看以及超清国语版免费观赏的相关信息,为...

轮毂材质(如铝合金、钢制)对刮花严重程度判断有
在汽车日常使用中,轮毂作为直接接触路况的重要部件,其表面损伤程度往往成为车主关注的焦点。不同材质的轮毂在遭遇剐蹭时表现出的抗损能力差异显著,这种特性不仅影响车辆外观保持度,...

45度弯头的焊接技术要求
1. 焊接缺陷控制:焊缝应平滑,不得有气孔、夹渣等缺陷。一旦发现缺陷,需及时修补。确保焊缝高度接近钢板厚度,且在采用断续焊时,焊缝的长度与间隔需均匀一致。 2. 密封性要求:对于需要...

变形金刚的幕后花絮(大黄蜂怎么被黑化的呢)
变形金刚系列电影一直以其震撼的视觉效果和引人入胜的剧情受到观众的喜爱。其中,《变形金刚》电影中大黄蜂的黑化过程成为引人注目的幕后花絮。我们将深入探讨大黄蜂是如何被黑化的,揭...

长期使用哪种沙发材质更不易变形
在居家生活中,沙发不仅是休憩的港湾,更是见证时光流转的家具。不同材质在经年累月的使用中,呈现出迥异的抗变形能力。当消费者面对琳琅满目的沙发选项时,如何选择真正经久耐用的材质...

如何避免米其林轮胎在存放过程中老化变形
在汽车后市场消费日益精细化的今天,轮胎作为车辆唯一与地面接触的部件,其性能直接关系到驾乘安全。米其林轮胎以其卓越的湿地抓地力和吸振功能著称,但橡胶制品天然存在老化风险。数据...

豪爵摩托车冬季存放时如何避免轮胎变形
寒冬对摩托车的考验不仅在于发动机与电瓶,轮胎作为唯一与地面接触的部件,其状态直接影响来年骑行的安全与操控。豪爵摩托车在冬季存放时,若忽视轮胎保养,极易因长时间静置导致胎压异...
准分子激光手术能否逆转高度近视的眼球变形
现代社会中,高度近视逐渐成为困扰全球的公共卫生问题。随着近视度数加深,部分患者出现眼球前突、眼轴延长等结构改变,形成“金鱼眼”外观。这类变形不仅影响外貌,还伴随视网膜脱离、...
存放帆布鞋时如何防止鞋面变形
帆布鞋因其轻便透气的特性深受大众喜爱,但随着穿着时间推移,鞋面塌陷变形的问题始终困扰着鞋类爱好者。当帆布纤维在长期压力下失去支撑力,不仅影响穿着舒适度,更会破坏鞋款的原有轮...
巧太太抽油烟机风扇叶片变形引发噪音如何修复
油烟机作为厨房的核心设备,其运行稳定性直接影响烹饪体验。巧太太抽油烟机若出现风扇叶片变形导致的异常噪音,不仅影响厨房环境,还可能预示内部机械结构受损。叶片变形通常由长期油污...

Photoshop中如何对文字进行变形和添加效果
在视觉传达设计中,文字不仅是信息的载体,更是艺术表达的重要元素。Photoshop作为专业图像处理软件,提供了从基础变形到复杂特效的多元化工具链。通过灵活的路径编辑、动态滤镜叠加以及三...
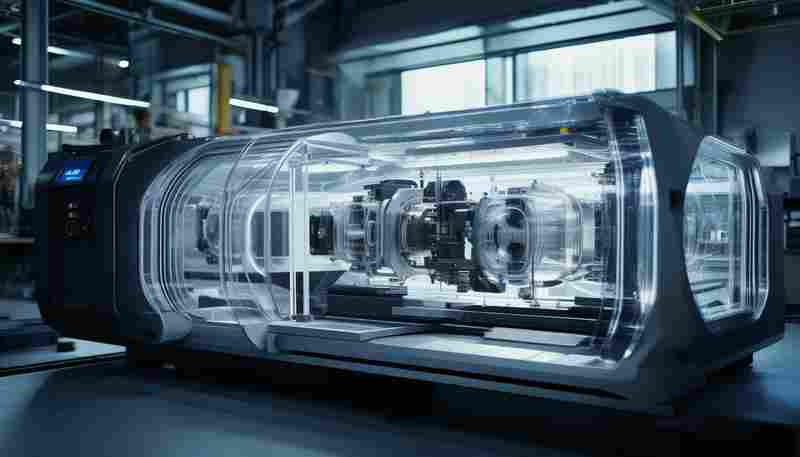
选择高精度设备如何改善切割稳定性并减少变形
在金属加工领域,激光切割的稳定性直接影响着工件的成型质量与生产效率。近年来,随着汽车制造、航空航天等行业对零部件精度的需求不断提升,企业开始将目光投向高精度切割设备的迭代升...
变形金刚 电影 2007-变形金刚1蓝光在线
变形金刚自问世以来,一直以其震撼的场面和引人入胜的故事情节征服了全球观众。2007年上映的《变形金刚1》更是将这一经典系列搬上了大银幕,为影迷们呈现了一场覆盖科幻、动作、冒险等多...
如何避免混淆minute的名词复数与动词变形
在英语学习过程中,多义词的辨析常成为理解障碍。"Minute"作为兼具名词与动词功能的典型词汇,其复数形式"minutes"与动词第三人称单现形式"minutes"在书面与口语表达中极易混淆。这种词性重叠现...
乙炔管路要有防静电措施吗-乙炔管线连接处尽量采用
乙炔管路要有防静电措施吗? 乙炔是一种常用的燃气,广泛应用于工业生产和实验室中。乙炔具有易燃易爆的特性,对其管路的安全性提出了严格的要求。其中,防静电措施和焊接技术是乙炔管路...
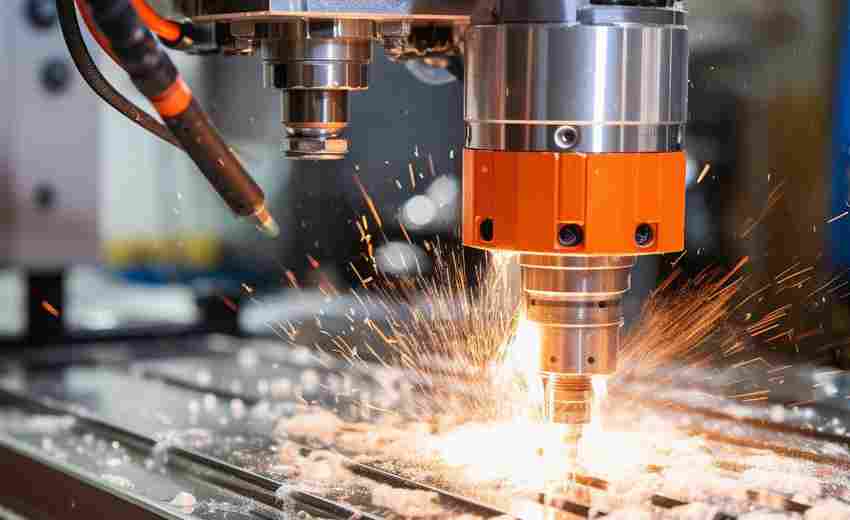
切割工件的形状设计如何影响变形
切割工件的形状设计对变形有直接影响,主要体现在形状复杂程度、长宽比、壁厚以及整体结构合理性上 。以下是对这一影响的详细解释: 1. 形状复杂程度 :工件的形状越复杂,切割过程中产生...

45度弯头焊接过程中如何避免气孔和夹渣缺陷
在管道工程中,45度弯头焊接质量直接影响系统运行稳定性。气孔与夹渣作为常见缺陷,不仅削弱结构强度,更易引发介质泄漏风险。某石化项目曾因直径800毫米弯头焊缝存在0.5mm气孔群,导致投产...
透视变形技法如何夸张化表现格斗力量感
拳锋划破空气的刹那,地面在冲击波中龟裂,对手的身躯以违背物理规律的角度扭曲变形——这不是现实格斗的实录,而是透视变形技法在视觉艺术中创造的暴力美学。这种通过扭曲空间透视关系...